| Notable Features |
| |
 |
Construction waste
reduction/recycling program |
|
Reduced
construction waste due
to use of factory manufactured precast concrete elements |
|
Application of
large panel steel formwork |
|
Use of drywall for
the internal partitions |
|
Use of
semi-precast slab |
|
Use of precast facade |
|
Use of precast
staircase |
|
Use of precast
cooking bench |
|
Use of
prefabricated door sets |
|
Use of spray plastering |
|
Use of gondola to
apply external finishes |
|
Use of steel
fabric reinforcement |
|
On-site sorting of
waste |
|
Reuse of steel formwork panels |
|
Reuse of surplus
steel bars |
|
Reuse of steel
hoarding |

| Basic
Information |
| |
|
Location: Cheung Sha Wan
West |
|
Building Type: Residential |
|
Contract Period: 2
years |
|
Scheduled Completion: Nov
2000 |
|
Client: The Hong
Kong Housing Authority |
|
Architect: Ho
& Partners Architects, Engineers & Development Consultants
Ltd. |
|
Structural Engineer:
Mitchell, McFarlane, Brentnell & Partners International Ltd. |
|
E&M
Consultant: Twin Way Consulting Engineers Ltd. |
|
Quantity Surveyor: C.
S. Toh & Sons & Associates |
|
Main Contractor: Yau
Lee Construction Co., Ltd. |
|
Contract Sum: HK$
750 million |
| Overview |
| |
| The
Cheung Sha Wan West Phase-II was a residential building project and
the following major items were executed under this contract: |
| |
|
1 no. 41 storey Harmony
1 (Option10), approximately 48 x 53 m overall on plan and
approximately 113 m high from ground floor to main roof level.
The long wing of each block is linked to its short wing with a
90o angle link core approximately 17 x 17 m overall on plan. The
block contains 79 no. Type 1P, 240 no. Type 1B, 320 no. Type 2B,
80 no. Type 3B rental domestic units in 40 domestic upper
floors. |
|
2 no. 41 storey Harmony 1
(Option 10) Blocks in Handed Version, each block approximately
48 x 53 m overall on plan and approximately 113 m high from
ground floor to main roof level. The long wing of each block is
linked to its short wings with a 90o angle link core
approximately 17 x 17 m overall on plan. The blocks contain 158
no. Type 1P, 480 no. Type 1B, 640 no. Type 2B, 160 no. Type 3B
rental domestic units in 40 domestic upper floors. |
|
1 no. 21 storey new
Harmony Annex 3 (Option 1), approximately 11 x 22 m overall on
plan and approximately 59m high ground floor to main roof level.
The block contains 140 no. Type 1P rental domestic units in 20
domestic upper floors. |
|
2 no. 21 storey new
Harmony Annex 4, approximately 21 x 17 m overall on plan and
approximately 59 m high ground floor to main roof level. The
blocks contain 320 no. Type 1P rental domestic units in 20
domestic upper floors. |
|
All associated drainage
and external works, including lorry parking areas, roads
emergency and service access, play areas, ball courts, covered
walkways, refuse collection point, junk collection point,
pavilion and landscape planters. |
|
| |
|
| |
|
| |
Plastering and Finishing
|
| |
|
|
|
| Since
the precast wall and floor slabs, as well as the factory
made internal walls provided very smooth and accurate
surfaces, thick plaster was not necessary. Plaster
dropping on floor during the finishing process,
sometimes accumulate to a thickness of 30mm over the
whole floor area, can hardly be avoided in traditional
cement sand plaster. |
|
However, with spray plastering the
same was not happened in this project. It also has the
advantage of higher productivity and lower demand of
labour.
|
|
| |
|
| |
|
| |
|
| |
Gondola
was used to apply external finishes. This saved the waste of
bamboo scaffolding. |
| |
|
| |
|
| |
Waste Management |
| |
|
| |
|
On-site
sorting of waste |
| |
|
| |
On-site
sorting was partially performed. Distributed Separation was adopted. The following materials
were sorted
out: |
| |
|
| |
|
|
Surplus
reinforcement – transported to the ground level by hoist
or tower crane |
|
|
Packaging material
– transported by hoist |
|
|
Rubble + foam +
plastic conduit – transported by refuse chute |
|
| |
|
| |
It
had been considered that the rubble/aggregate could be as
hardcore (size<200mm) for backfilling or sub-base for road.
However, there was no storage space for the rubble/recycled
aggregate. |
| |
|
| |
|
Material
Control |
| |
|
| |
|
|
The sub-contractors
were required to supply labourers as well as materials
such that they would reduce wastage of raw materials as
much as they could. |
|
|
Where the main
contractor supplied raw materials, sample floor/flat was
used to estimate the materials required, thus ensuring the
control of materials. |
|
| |
|
| |
|
Use
of recycled materials |
| |
|
| |
|
|
The
steel formwork had been used for another site already. It
would be reused or scrapped and transported to China for
resale depending on the condition of the material. |
|
| |
|
| |
|
Reusable
materials
|
| |
|
| |
|
|
surplus steel bars
were stored for reuse |
|
|
steel hoarding |
|
|
steel formwork |
|
|
steel protective
canopy of standard size at 1/F – it was first used for
this contract |
|
| |
|
| |
|
Steel
fabric reinforcement was used to reduce the waste
|
| |
|
|
|
|
![]() |
|
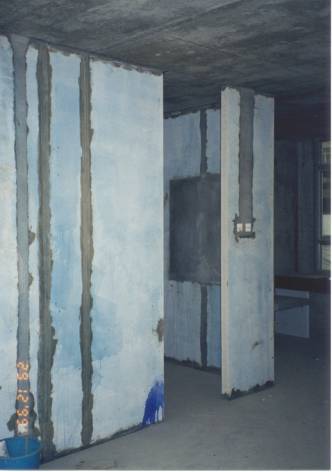
| Wall System |
| |
| Large panel
formwork was used to construct load-bearing walls of standard
domestic floors. Since all the wall formwork less than 7.5m
long was required to be cast in one piece, it minimised the number of
joints between formwork panels; therefore, less chance of
grout leakage or uneven surface finishes at joint which are
usually a norm for traditional timber formwork. For durability
and ease of maintenance of steel formwork, one set of formwork
can repetitively be used throughout the block. For instance,
one set of wallform was cyclically employed for the
construction of Harmony 1 housing block with four wings. At
the beginning, an 8-day floor cycle was adopted. As they had
got used to the technology, a 6-day floor cycle was
adopted. |
|
|
|
|
|
|
| It was
anticipated that the cost of steel formwork would be more or
less the same when compared with timber formwork for this
project. The
cost of steel formwork was even cheaper when the cost of
carpenter was increased to HK$3,000 per manday in the past.
|
|
| |
|
|
| Dry Wall |
| |
| The
internal partitions were built of factory made lightweight concrete
panels. Joints were minimized by the use of large size
floor-to-ceiling panels. Cutting was not necessary because the size
of the panels was tailored to suit the building, thus the amount of
waste that would be produced during construction was further
minimized. The time required was also less than the traditional brick
or block construction. |
|
|
|
|
| |
| The
factory made panel gives very smooth and accurate surface finish.
However, it might not be acceptable because of its lower strength in
supporting point load and resistance to impact. |
| |
|
|
| Slab
System |
| |
|
Semi-precast slab was adopted to
be the slab of each floor. 75mm thick precast slab was installed
first at the floor level which served as the formwork for the 95mm
thick in-situ concrete layer, thus forming a 170mm thick concrete
floor. This saved the time in erecting and striking the timber
formwork as well as forming a smooth ceiling finishes for the floor
below.
The cost of the semi-precast
slab is now competitive to the cost of timber formwork. However, the
precast slab must be handled and transported with care to prevent
cracking of the slab.
|
| |
|
|
| Precast
Facade |
| |
| The
precast facade was manufactured in China and transported to the site
for fixing. It was stored on the ground level and was hanged to the
required floor by tower crane. The precast facade with projecting
angle supports at both ends was placed in position on top of the
structural wall. Inclined bracing fixed onto floor slab was installed
to control the vertical alignment of the facade. Construction for
wall followed. Then precast slab panels were installed with
scaffolding supports. The top edge of the precast facade was right at
the top level of the floor slab, such that the precast facade formed
the stop end for the floor slab. |
| |
|
|
| |
| It
is cost effective to use precast facade in mass production. |
|
|
| Precast
Staircase |
| |
| The
precast staircase was constructed in 8 risers. According to the
building layout, the staircase was enclosed by structural walls on
two sides. The mid-landing was casted as in-situ with wall supports
on both ends. Due to the smooth surface quality, no applied finishes would
be necessary. A metal nosing strip was the only thing that was
required to finish the stair. Naturally, construction waste was not
arised. |
| |
|
|
| |
|
|
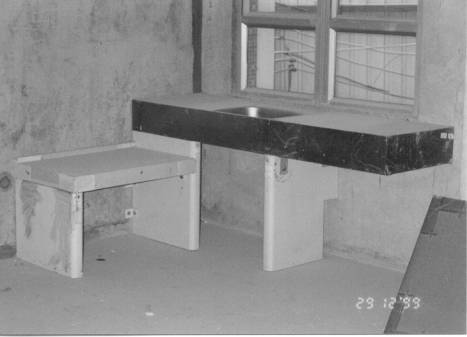
| Precast
Cooking Bench |
| |
| Cooking
benches were also prefabricated elements. Bench top was cladded with
1 piece 0.8mm satin finish stainless steel sheet. The bench itself
was of lightweight concrete and supported by 60mm concrete support,
smooth finish and epoxy painted. |
| |
|
|
| |
| The
stainless steel sink was cast in lightweight concrete bed, 75mm
thick, to afford strength to stand chopping and cutting. Earthing
lugs were designed and built for both sink and bench. |
| |
|
|
| Prefabricated
Doorsets |
| |
| Prefabricated
door frames and doors were used in this project. These doorsets saved temporary timber support for door frame, thus reducing waste. |
| |
|
|
| Contact
of Contractor
|
| |
| Yau
Lee Construction Co., Ltd. |
| 10/F.,
Tower I, Enterprise Square, 9 Sheung Yuet Road, Kowloon Bay, Kowloon,
Hong Kong |
| Tel:
(852) 2753 4388
|
| Fax:
(852) 2753 4300
|
| E-mail: info@yaulee.com
|
|
|
|